





Первый слой в 3D-печати — это как фундамент у дома. Ненадёжный фундамент неизбежно скажется на всей конструкции. При FDM-печати (моделирование методом послойного наплавления) экструдированный пластик должен прочно сцепиться с платформой и лечь ровным слоем. Если первый слой не получится, качество остальной печати будет низким.
Качественный первый слой — это залог:
●Хорошей адгезии — предотвращает деформацию или отслоение модели.
●Прочности конструкции — исключает смещение слоев и обеспечивает целостность модели.
●Гарантия точности - определяет правильную геометрию и высоту изделия.

Основные ошибки при нанесении первого слоя
Вот несколько типичных причин, из-за которых нарушается первый слой.
1. Плохая адгезия
Признаки:
-Пластик не прилипает к платформе;
-Края модели отрываются от стола;
-Модель отслаивается от платформы в процессе печати.
2. Неправильная высота сопла
Признаки:
-Пластик не выдавливается или выходит очень тонкой нитью (сопло слишком близко).
-Линии выглядят толстыми и бугристыми, или сопло рисует "нитями" (сопло слишком далеко).
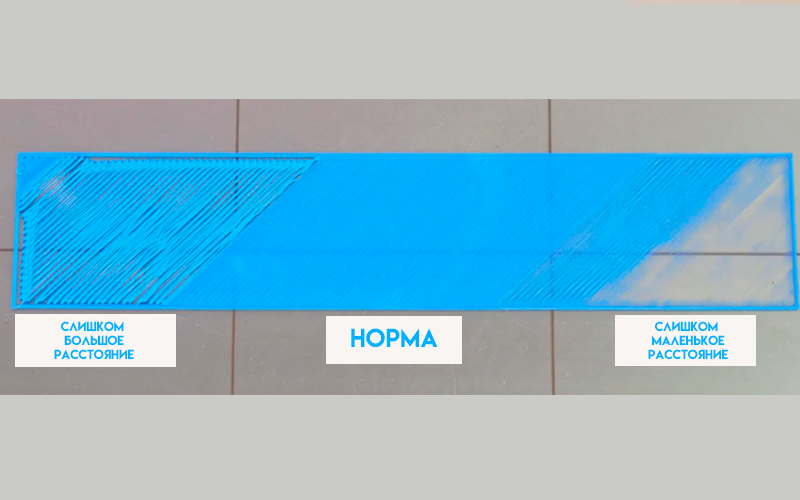
3. Неравномерная экструзия
Признаки:
-Линии перекрывают друг друга;
-Неровная, бугристая текстура;
-Зазоры и промежутки между линиями.
4. Температурные неисправности
Признаки:
-Выдавливаемый пластик закручивается или приподнимается;
-Слой плохо прилипает к платформе или к предыдущим слоям.
Идеальный первый слой: пошаговое руководство
Сейчас мы расскажем, как добиться безупречного первого слоя, будь то PLA, PETG или любой другой материал.
1. Выравнивание платформы
Это важнейший шаг. Многие новички думают, что калибровка делается один раз, но её необходимо проверять регулярно. Существует два типа выравнивания: автоматическое (есть на большинстве современных принтеров) и ручное (на более старых моделях).
Инструкция по автоматическому выравниванию:
Откройте меню принтера и запустите функцию автоматической калибровки платформы (название может отличаться в зависимости от производителя). Запускайте процедуру калибровки регулярно или если заметили снижение качества печати.
Инструкция по ручному выравниванию:
Выполните команду «Home», чтобы привести принтер в исходное положение. Вручную переместите сопло к каждому из углов платформы. Поместите лист бумаги между соплом и платформой, затяните винты, затем протяните бумагу вперед-назад. Если лист под платформой зафиксирован, значит, процесс калибровки выполнен успешно.
Совет: повторите процедуру дважды, так как изменение угла наклона может повлиять на другие параметры.
2. Точность позиционирования по оси Z
Z-смещение определяет, насколько близко сопло будет находиться к платформе при печати первого слоя. Если значение слишком велико, пластик не прилипнет. Если слишком мало, сопло будет задевать поверхность или забиваться.
Вот быстрый способ точно настроить ось Z:
-Распечатайте однослойный тестовый шаблон (например, квадрат или круг).
-Отрегулируйте смещение по оси Z во время печати.
Цель: добиться слегка приплюснутых линий без зазоров, но не слишком плоских.
Идеальные линии первого слоя должны выглядеть так:
-Гладкие и равномерные;
-Слегка расплющенные, без щелей между собой;
-Никаких закручиваний пластика и застреваний в сопле.
3. Выбор правильной платформы и ее очистка
Материал платформы напрямую влияет на адгезию. -Гладкая PEI-платформа идеальна для PLA и PETG, позволяет создать гладкую нижнюю поверхность.
-Текстурированная PEI-платформа подходит для PLA, PETG, TPU, ABS и др., образует шероховатую нижнюю поверхность.
Как чистить PEI пластины:
Чтобы удалить все жирные пятна с печатной платформы, используйте средство для мытья посуды и теплую воду. После очистки не прикасайтесь к платформе пальцами. Для быстрой очистки протрите платформу изопропиловым спиртом. Рекомендуется чистить платформу, когда она остыла, так как нанесение спирта на горячую поверхность может вызвать его быстрое испарение. Для стойких загрязнений слегка отшлифуйте поверхность наждачной бумагой зернистостью 1000–2000.
4. Установка оптимальной температуры
Температура влияет на то, насколько хорошо филамент прилипает и как он экструдируется.
Температура сопла: убедитесь, что она находится в правильном диапазоне для вашего филамента.
Температура платформы: критически важна для адгезии. Для PLA обычно 55–60°C, для PETG — около 70–80°C, для ABS — 100°C.
5. Замедление процесса печати первого слоя
Печатайте первый слой медленно и равномерно. Снижение скорости даёт филаменту больше времени для прилипания и надёжного сцепления.
Рекомендуемые параметры:
Скорость первого слоя: 15–25 мм/с.
Высота первого слоя: рекомендуется 0.2 мм для сопла 0.4 мм (макс. 0.3 мм).
Ширина экструзии первого слоя: установите на 120–150% для лучшего сцепления.
Более низкая скорость и более толстые линии помогают филаменту плотнее прилегать к основанию и надёжнее заполнять промежутки. Повышенная температура помогает адгезии первого слоя (например, 210–215°C для PLA).
6. Использование средств для улучшения адгезии
В зависимости от филамента и поверхности платформы могут потребоваться дополнительные средства:
Клей-карандаш: универсальное решение для PLA, PETG, ABS.
Лак для волос: тонкий слой лака поможет удалить липкие материалы, например термополиуретан.
7. Добавьте юбку, брим или рафт
Эти параметры помогают повысить адгезию.
Рафт представляет собой сплошную сетку из филамента, которая служит промежуточным основанием между моделью и платформой. Его основная функция — значительно улучшить адгезию сложных или небольших моделей к столу.
Брим — это тонкий слой филамента, который непосредственно соприкасается с основанием модели (расстояние разделения равно нулю). Его ключевая задача — увеличить площадь сцепления с платформой и эффективно предотвратить коробление краёв.
Юбка — это контур, который окружает модель, но не касается её. Её назначение — подготовить экструдер: нужен для прогрева экструдера перед печатью.
Заключение
Качественный первый слой — один из главных секретов успешной 3D-печати. Его создание требует немного терпения, внимания к деталям и регулярного контроля , но результат того стоит: более качественные изделия, меньше бракованных моделей и сокращение расхода пластика.
Подведем итоги
-Регулярно выравнивайте платформу;
-Не забывайте про точность позиционирования по оси Z;
- Очищайте платформу и используйте правильные средства для адгезии;
-Уменьшайте скорость нанесения первого слоя;
-Перепроверяйте температуру и рационально используйте охлаждение.
Если после всего этого вы все еще сталкиваетесь с проблемами, возможно, необходимо проверить техническое состояние принтера, например, изношенные сопла, погнутые направляющие или неисправные датчики.